Nearest Maillefer contacts for USA
Maillefer North America
Pipe & Tube
#1 Extrusion Drive<br />
CT 06379 Pawcatuck
Tel: +1 860 625 48 45
com;rd.;nda;sta;is-;dav;uk/;jwnMaillefer North America
Wire & Cable
#1 Extrusion Drive
CT 06379 Pawcatuck,
Tel: +1 920-215-6628
om;d.c;dar;tan;s-s;avi;w/d;cho;jzaKN Manufacturing Solutions LLC
Fiber Optic
325 Kentucky Court
GA 30548 Hoschton
Tel: +1 404 202 9655
Cell: +1 404 202 9655
com;ol.;nms;n/k;ine;iem;i.n;karAmaral Automation Associates
Wire & Cable
1697 Warwick Ave, Suite D
RI 02889 Warwick
Tel: +1 401 405 0755
om;n.c;tio;oma;aut;ral;ama;es/;salRepco Industries LLC
Wire & Cable
13299 W. Essex Ln.
Illinois 60142 Huntley
Tel: +1 847 802 4315
Cell: +1 847 274 9218
com;es.;tri;dus;oin;epc;s/r;otu;nliSouthern Industrial Equipment
Wire & Cable
2708 Cambridge Way
TX 75092 Sherman
Tel: +1 281 844 4260
Fax: +1 903 813 0285
net;ns.;tio;olu;ons;usi;xtr;y/e;troOur Water Cooled Extruder NMR 150 is designed to process all rubber cable materials with high productivity and extrudate quality. Experience behind our thousands of deliveries ensure trouble free operation of your extruder for decades.


Our Water Cooled Extruder NMR 150 is designed to process thermally sensitive polymers and elastomers at low temperatures. Typical materials are semiconductive, sheathing and insulation rubbers in stripe and granular form.
Extruder barrel
The barrel material is nitrided steel nitrided to the mimimum depth of 0.4 mm. The feed section has a smooth exchangeable bushing.
Hydraulic feeding roller for stripe rubber
The rubber stripe is fed with a roller. A hydraulic unit and a motor for the roller are included.
Power transmission
An AC or a DC motor is mounted with a flange onto the gearbox body. The motor is connected directly to the primary shaft of the gearbox with gear coupling.
Temperature control system
Each zone in the extruder barrel has separate temperature control. The barrel is heated by resistors moulded in cast aluminium heating elements. The pressurized, closed cooling water system includes cooling pipes and proportional valves. The cooling pipes are wound around the barrel. The cooling system is connected to the water station. Temperature in each zone is measured by thermocouples located tangentially close to the inside surface of the barrel. The thermocouple reacts quickly to changes in the process conditions providing fast feedback control for heating and cooling. To control heating and cooling each zone has a PID-controller. The feedbox has separate cooling water circulation regulated by an adjustable ball valve.
Pressure control
Melt pressure is measured at the barrel end. The maximum allowed pressure can be preset in line control. Overpressure activates an alarm. A pressure fuse at the barrel end acts as a mechanical guard, releasing the pressure if its nominal value is exceeded. Cables between the extruder and control cabinet are included in the delivery, except the optional motor cable. Screw cooling parts with a rotating connector and hoses are included in the delivery.
| Screw diameter | 150 mm |
| Screw operation length | 14-20D |
| Screw speed, max. | 35 rpm |
Exact values depend on the assembly.
9.4.2025
Serving multiple markets like heating & plumbing, fiber-optics microducts, medical tubes, automotive tubes, oil & gas and more, means building on commonalities and responding to the specificities. Read more
20.3.2025
In the rapidly evolving field of optical fiber manufacturing, efficiency, precision, and quality are paramount. AI is in place to revolutionize the OF cable manufacturing process. Read more
26.2.2025
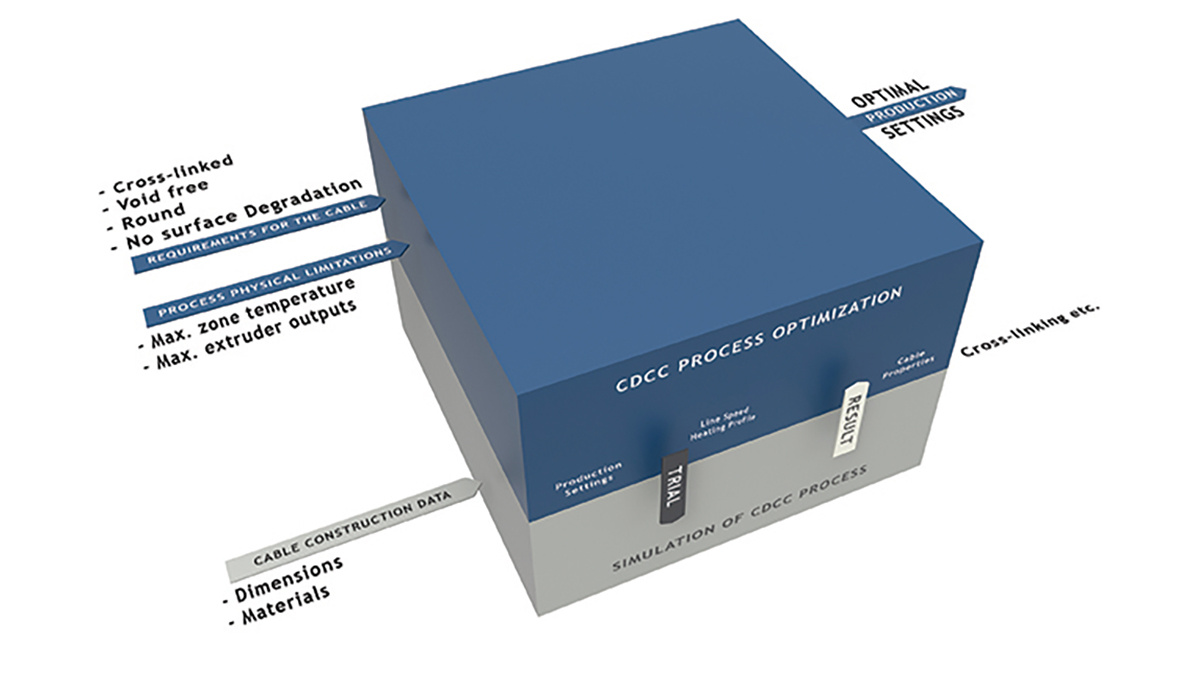
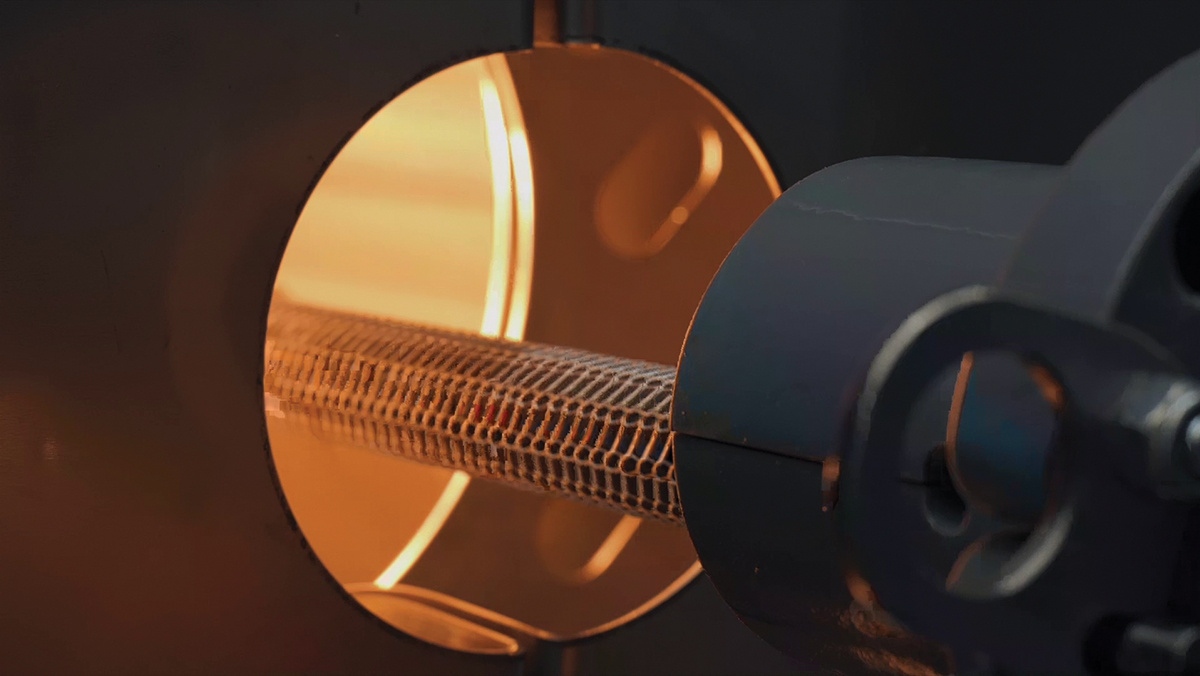
Online Curing Control helps manage cable curing in real time using live measurements. This digital concept relies on process modeling to further reduce scrap and cable defects. Read more
14.2.2025
With electric vehicles, the demand is for light weight, recyclable tube constructions. The transition is taking place as we help customers shift from rubber compounds to thermoplastic elastomers. Read more
29.1.2025
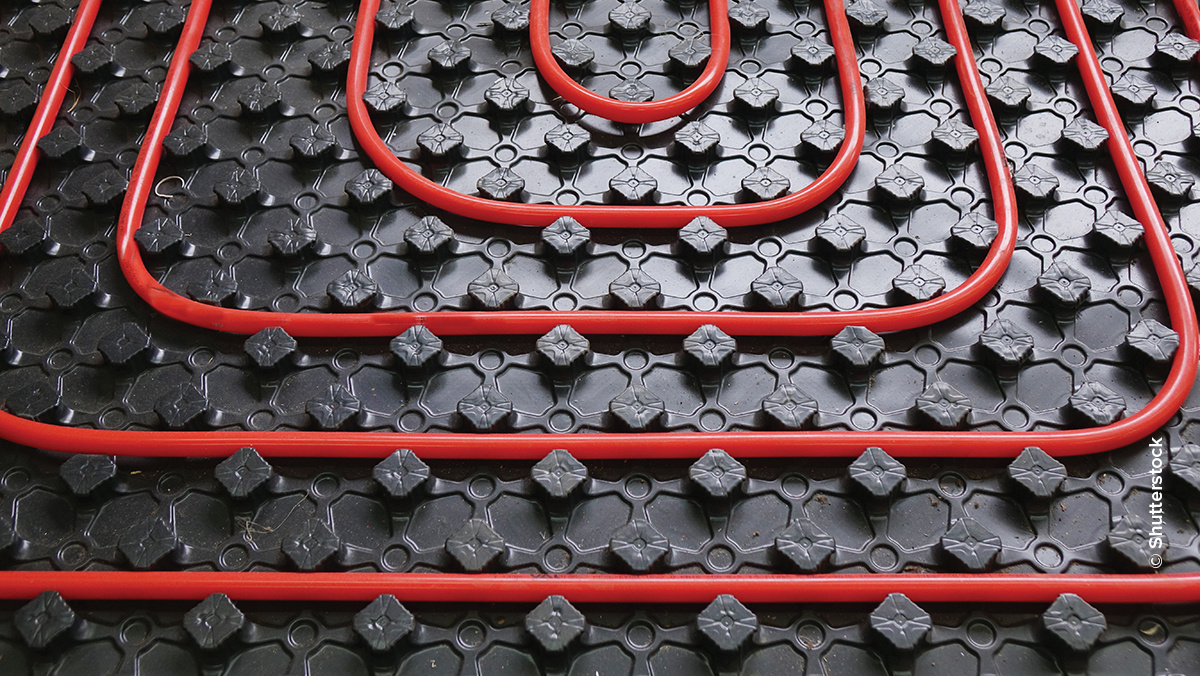
EVOH demand heightens, and prices climb. Maillefer teams up with suppliers so that manufacturers can make more multi-layer PEX or PE-RT pipe with less. Read more
20.1.2025
We have expanded the fiber optic portfolio for indoor cables. This new line produces all types including tight buffers, simplex/ duplex, drop cables and distribution cables. Read more
7.1.2025
Strong, active partnerships build customer success in Maillefer’s “House of Experts” concept. There is a constant dialogue for cable & pipe extrusion performance to its optimum. Read more
17.12.2024
The formidable project is entitled NEWGEN. It is funded by the EU’s Horizon 2020 research and innovation program. Our R&D platform is helping set the benchmark for HVDC PP cable. Read more